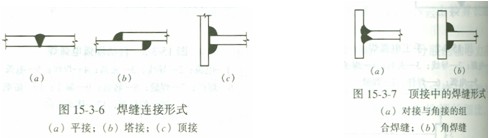
(二)焊缝和焊接连接的形式
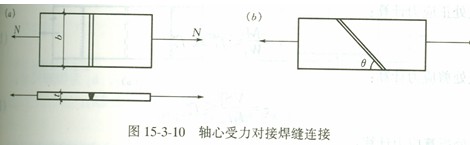
连接形式(图15-3-6):平接、塔接、顶接。顶接中焊缝形式有对接与角接的组合焊缝和角焊缝(图15-3-7)。
焊接分手工焊和自动焊或半自动焊,焊接时的焊条型号应与钢材品种相匹配。手工焊接时,
(1)Q235选用E43焊条;
(2)Q345选用E50焊条;
(3)Q390、Q420选用E55焊条
两种不同牌号钢材焊接时,选用与低牌号钢材相匹配的焊条。
如:Q235与Q345 E43焊条。
采用自动焊或半自动焊时,
(1)Q235选用H08、H08A、H08E;
(2)Q345、Q390、Q420选用H08Mn、H08MnA
(三)对接焊缝的构造和计算原则
1.对接焊缝的构造(图15-3-9)
直边缝(t为焊缝厚度) t≤10mm
单边V形缝、双边V形缝 t=10---20mm
U形缝、K形缝、X形缝 t>20mm
2.对接焊缝的计算
(1)轴力作用下(图15-3-10)
轴力N通过焊缝截面中心,认为在焊缝全截面均匀分布,其计算公式为
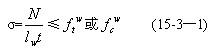
式中 N——焊缝承受的轴心拉力或压力;
1w——焊缝计算长度,无引弧板时按实际长度减去2t(t为焊件较小厚度);
t--钢板(即焊缝)的厚度;
当承受轴心力的板件用斜焊缝对接,焊缝与作用力间的夹角θ,满足tgθ≤1.5时,其强度可不必计算。
相关推荐: